
A volatile supply chain: What is in your future?
StoryOctober 07, 2014


Defense programs are growing in complexity. Not only are programs becoming more complicated, but the supply chain has become volatile and difficult to navigate.
The F-35 Joint Strike Fighter aircraft alone partners with more than 1,200 domestic suppliers and nine partner countries to produce thousands of components from highly sophisticated radar sensors to the aircraft's mid fuselage. 1 In 2010, the United States stopped being the world's leading high-technology exporter, and as a result more manufacturing now occurs overseas. This shift puts the supply chain for both defense and commercial technology at risk from threats that designers have limited control over, such as natural disasters, obsolescence, and counterfeit electronics.
In 2011, several natural disasters hit Asia. Suppliers and subcontractors found themselves needing to manage a decreased supply of memory, capacitors, and hard disks and the consequential project delays and increased costs. In fact, one study stated that a full 85 percent of companies reported at least one supply-chain disruption in 2011, with about 50 percent dealing with more than one disruption. In cases where warfighter readiness is critical, this puts depots and primes in a high-risk situation where product availability is decreased and they are forced to compete with commercial demand. This dilemma creates a prime environment for budget disruption and increased counterfeit risk, even on active (non-legacy) electronics.
Even the U.S. domestic supply chain is vulnerable. While the Department of Defense (DoD) encourages large primes to partner with smaller companies whose expertise can bring a competitive advantage to the warfighter, small businesses struggle with often intricate requirements, long contract approval cycles, and heavy investments into meeting the needed government standards. Today, few small businesses can afford to rely on government contracts alone, and must also compete with commercial manufacturing overseas. These smaller businesses may be forced to reevaluate whether they are able to remain active in the defense supply chain.
If a company can no longer thrive in the current environment, the DoD risks losing access to critical technology necessary to a program. Similar to losing designs due to obsolescence, the loss of small, innovative companies forces program managers to evaluate alternative sources and determine whether an overseas supplier can be trusted. With the supply chain becoming increasingly fragile and the growing threat of cyberterrorism, the need to aggressively protect programs becomes more and more challenging.
A comprehensive sector-by-sector, tier-by-tier study, dubbed the “S2T2” has revealed a rapidly weakening manufacturing industrial base. Supporting these revelations, the 2012 Annual Industrial Capabilities Report to Congress demonstrates that systems across the DoD are being negatively affected by the loss of medium and small domestic manufacturers who, due to the current acquisition and financial environment, have stopped doing business with the government altogether.
Counterfeit: The supply chain’s response to ongoing demand
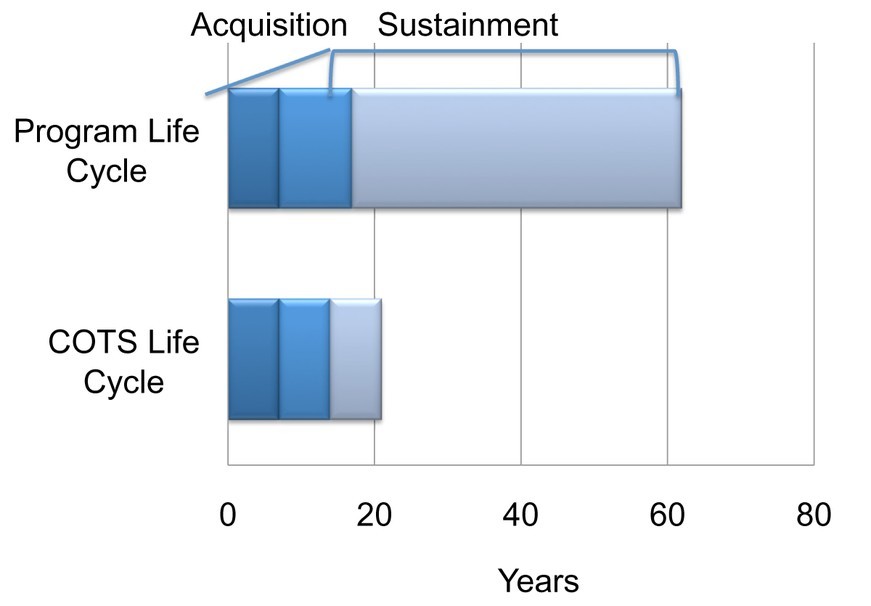
Both acquisition and sustainment teams have been tasked with providing the best technology to the warfighter, while maintaining predictable affordability. However, defense programs have notoriously longer life cycles than commercial products2. Started in 2007, the Joint Air-to-Ground Missile (JAGM) program is still in development and as a result is vulnerable to demand-related obsolescence. The average commercial off-the-shelf (COTS) life cycle is five to seven years, leaving programs vulnerable to obsolescence risks while still in development. This constitutes a real problem as reported by the 2012 Annual Industrial Capabilities Report, which states that “most of the R&D funding in the munitions and missile sector is associated with legacy program upgrades or modifications that limit competitive opportunities…the Department remains concerned that the industrial design engineering capabilities needed for these systems may not be readily available should the sector atrophy in the absence of demand.”
Engineering capability and component availability are not the only problems plaguing these programs, however; counterfeits have emerged as the supply chain’s answer to ongoing demand. In 2012, the National Defense Authorization Act, Sec. 818, outlined the growing threat of counterfeit electronics in the supply chain. In 2014, the Defense Federal Acquisition Regulation Supplement (DFARS) released additional guidance specifically outlining and addressing obsolescence as a risk to the defense supply chain with the following definition of what an obsolete part is:
“‘An electronic part that is no longer in production by the original manufacturer or an aftermarket manufacturer that has been provided express written authorization from the design activity or original manufacturer.’ Obsolescence control is a fundamental aspect of counterfeit prevention and should be addressed by the contractor in its counterfeit detection and avoidance system.”3
Supply-chain management: From acquisition to phase-out
A program that takes 10-15 years before reaching production can see as many as three generations becoming obsolete. End-of-life (EOL) of microelectronics rolls up into the board sector, in the “waterfall effect” – creating a gap between new technology and ongoing product demand (see Figure 1).
Figure 1: A program taking 10-15 years before reaching production can see as many as three generations becoming obsolete. End-of-life of microelectronics rolls up into boards, creating the “waterfall effect,” thereby creating a gap between new technology and ongoing product demand.
(Click graphic to zoom by 1.9x)
|
|
Today’s sustainment teams are being tasked with ensuring readiness while balancing affordability and modernization. Although requirements outlining obsolescence risk management must be written to take into account a program’s life cycle, solutions are often underfunded and brought in too late to manage the realities of the current supply chain. To stay competitive in a highly demanding market, component manufacturers EOL their products, which forces computing suppliers to EOL their respective products, which then forces equipment suppliers and engineers to scramble for long-term support solutions to avoid ongoing counterfeit and obsolescence risks.
Managing acquisition of a new program often involves aligning requirements, budget, and processes, all of which can have different timelines. In order to effectively manage the supply chain throughout each phase, it is critical to understand the inherent risk and have solutions developed in parallel as new technology is developed.
Risk: How much is too much?
No system, application, or program is immune to obsolescence issues. Although sustainment teams are pressed to be proactive, program managers, engineers, and life cycle logisticians (including supply-chain managers and inventory managers) typically manage the problem only after an EOL event has already occurred. As a result, few teams have the opportunity to effectively head off obsolescence risk and EOL problems, as they are often engaged too late in the process to be proactive.
Obsolescence is both a symptom and a driver of a fragile supply chain. As a result, it is critical for a team to understand the nature of the risks it faces, and also to be aware of which program pieces are likely most vulnerable. Without understanding the risks, teams find themselves in the reactive position of having to address each issue as it comes up. Having an understanding of how risk-tolerant the system components are can help teams outline a comprehensive plan that takes both readiness and affordability into account. Teams can collaborate with legacy partners to ensure that programs have an internal, organic capability to resolve these issues. Money can be set aside to redesign areas that are most vulnerable, while low-risk areas can take advantage of substitutions, emulation, and possibly refurbished parts.
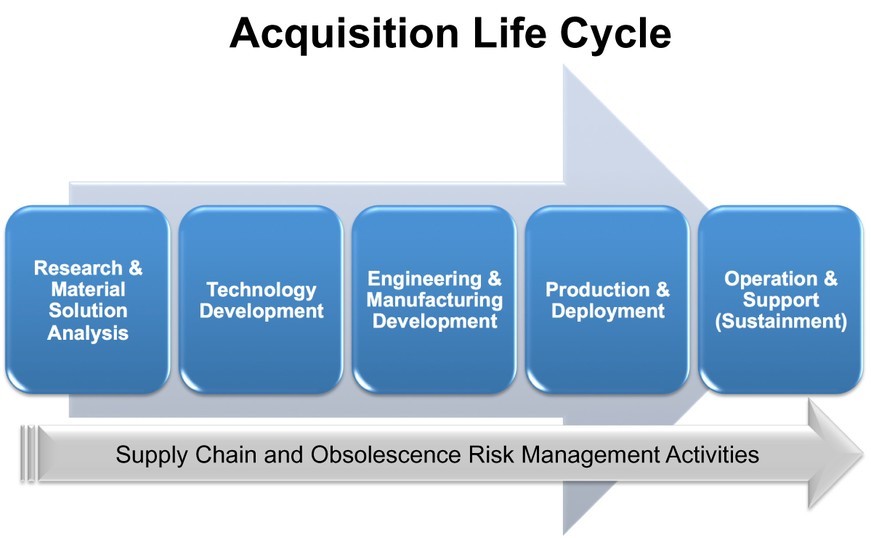
In order to manage the volatile nature of the supply chain, sustainment activities cannot wait until after full operational capability is established, but instead need to be integrated early in the acquisition life cycle (see Figure 2). Once they are run in conjunction with research and development teams, supply-chain and obsolescence risk-management solutions can be developed and deployed proactively.
Figure 2: In order to manage the volatile nature of the supply chain, sustainment activities cannot wait until after full operations capability is established, but instead need to be integrated early in the acquisition life cycle. Once run in conjunction with research and development teams, supply-chain and obsolescence risk-management solutions can be developed and deployed proactively.
(Click graphic to zoom by 1.9x)
|
|
In the face of a volatile supply chain, sustainment activities need to be planned before parts run out and the warfighter faces the risk of equipment no longer available due to supply disruption. While obsolescence management traditionally starts after products are EOL, having a plan to address risks from the perspective of total life cycle management must begin in the design and development phase. Having an ongoing legacy-sustainment plan in place during the acquisition phase to address the issues of obsolescence will give sustainment teams a step up on managing the sometimes-fragile nature of the DoD supply chain.
Kaye Porter is Director of Marketing at GDCA. Her current focus is bringing awareness to the embedded industry on the critical issues of obsolescence, legacy, and the realities of long-term product support. She can be reached at [email protected].
GDCA 925-456-9900 www.gdca.com
References:
1 Lockheed Martin, F-35 Lightning, “Powering Job Creation for America and its Allies” (https://www.f35.com/about/economic-impact)
2 Annual Industrial Capabilities Report to Congress, August 2012 (Some products and services sold by companies in the defense industrial base are unique to defense applications, while most have substantial levels of non-defense demand or are sold exclusively on commercial terms such that the supplier may not even know that the product is used in military systems. Likewise, the military may not know it depends upon a primarily commercial component.)
3 DFARS 246.870-2(b)(12) and paragraph (c)(12) of the clause at DFARS 252.246-7007.



